Heat preservation pipe is a type of steel pipeline processed with insulation technology, which ensures that the internal and surface temperatures of the working steel pipe meet or comply with application requirements under different working environments and external media.
1. Product Structure – Three-Layer Structure
The heat preservation pipe adopts an integrated three-layer structure, consisting of:
An inner layer: steel pipe for medium transportation;
A middle layer: rigid polyurethane foam insulation layer;
An outer layer: high-density polyethylene (HDPE) protective casing.
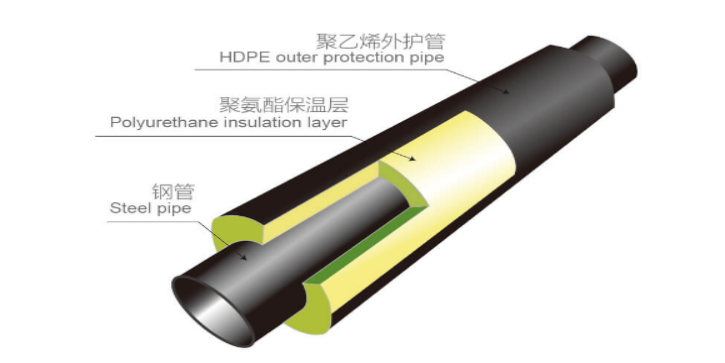
▲Schematic Diagram of Insulated Steel Pipe Structure
2. Implementation Standards
GB/T 29047-2012 Preformed Directly Buried Thermal Insulation Pipes and Fittings with Rigid Polyurethane Foam and High-Density Polyethylene Protective Coating
GB/T 34611-2017 Preformed Directly Buried Thermal Insulation Pipes with Sprayed Polyurethane and Wound Polyethylene
CJ/T 114-2000 Preformed Directly Buried Thermal Insulation Pipes with Polyurethane Foam and High-Density Polyethylene Protective Coating
GB/T 9711-2017 Petroleum and Natural Gas Industries - Steel Pipes for Pipeline Transportation Systems
SY/T 5037-2018 Submerged Arc Welded Steel Pipes for General Fluid Transportation
GB/T 3091-2015 Welded Steel Pipes for Low Pressure Fluid Transportation
GB/T 8163-2018 Seamless Steel Pipes for Fluid Transportation
3. Product Specifications
Nominal Diameter: DN100mm – DN1400mm
Steel Pipe Wall Thickness: 5mm – 22mm
Steel Grade: Capable of producing Q-series steel pipes, X70 and below.
4. Application Fields
Insulation engineering for various indoor and outdoor central heating pipelines, central air conditioning pipelines, and industrial pipelines in chemical, pharmaceutical and other industries.
Suitable for media with long-term operating temperature of -50℃ – 120℃, and occasional peak temperature not exceeding 140℃.
5. Product Performance
(1) Wide coverage of product specifications, applicable to primary and secondary network heating pipelines.
(2) Wide applicable temperature range, capable of long-term operation at -50℃ – 120℃, which saves a great amount of energy and significantly reduces energy costs.
(3) Strong waterproof and corrosion resistance, with excellent properties such as thermal insulation, sound insulation, flame retardancy, cold resistance, non-water absorption, and simple and fast construction.
(4) Low linear expansion coefficient (0.012), low axial shear strength of the pipeline caused by temperature, stable three-layer integrated structure without peeling.
(5) Service life can reach 30–50 years. Proper installation and use result in extremely low pipeline network maintenance costs.
(6) Equipped with an alarm system that automatically detects pipeline leakage faults, accurately indicates the fault location and gives an automatic alarm.
▼Main Technical Indicators of Polyurethane Insulation Layer
Item | Unit | Index | Test Method (Standard) |
Density | Kg/m3 | ≥60 | GB/T 6343 |
Compressive Strength | MPa | ≥0.3 | GB/T 8813 |
Thermal Conductivity | W/(m·k) | ≤0.033 | GB/T 10297 |
Heat Resistance | ℃ | 140 | EN253 |
Closed cell ratio | % | ≥88 | GB/T 10799 |
Water absorption rate | % | ≤10 | CJ/T 114 |
▼Main Technical Indicators of Insulation Pipe
project | Unit | Index | Test Method (Standard) |
Extrusion deformation | % | ≤15% | GB/T 8806 |
Outer diameter increase rate | % | ≤2% | GB/T 8806 |
Impact resistance | / | 無可見裂紋 | GB/T 14152 |
Axial shear strength | MPa | ≤0.12(23±2) ≤0.08(140±2) | CJ/T 114 |
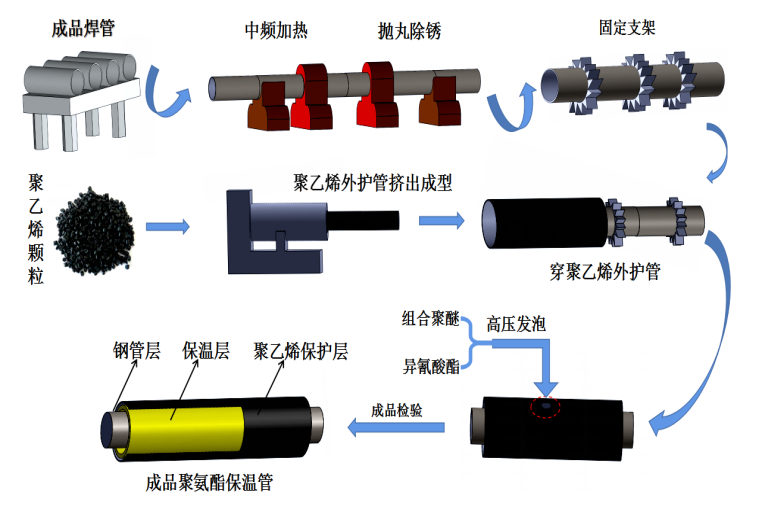
6. 保溫發泡生產工藝示意圖
7. Product Specifications and Dimensions
Specification and Dimension Table of Insulated Steel Pipes
Nominal diameter (mm) | OD of Steel Pipe (mm) | OD × WT of Outer Protective Pipe(mm) | Average Thickness of Insulation Layer(mm) |
200 | 219 | 315×4.9 | 43 |
250 | 273 | 365×6.3 | 40 |
300 | 325 | 420×7.0 | 40 |
350 | 377 | 500×7.8 | 53 |
400 | 426 | 550×8.8 | 53 |
450 | 478 | 580×8.8 | 42 |
500 | 529 | 655×9.8 | 53 |
600 | 630 | 760×11.5 | 53 |
700 | 720 | 850×12 | 53 |
800 | 820 | 960×14 | 56 |
900 | 920 | 1054×14 | 53 |
1000 | 1020 | 1155×14 | 54 |
1200 | 1220 | 1380×15 | 65 |
1400 | 1420 | 1580×16 | 64 |
Notes: 1.Supply length of straight pipes: (6–12) meters. 2.Steel pipes and outer protective pipes of other specifications can be used as required by users. 3.The thickness of the insulation layer can also be manufactured as required by users.
|
8. Processing Technology
“Pipe-in-Pipe” Molding Technology (Two-Step Molding Process)
Using a high-pressure foaming machine, rigid polyurethane foam raw materials are injected into the cavity formed between the steel pipe and the polyethylene outer protective layer in one step. After reaction and curing, they form a rigid polyurethane foam insulation layer, bonding the steel pipe and the polyethylene outer sleeve into an integrated three-layer structure.
Polyurethane Foam Spraying and Winding Molding Technology (One-Step Molding Process)
The “preformed directly buried thermal insulation pipe with rigid polyurethane sprayed and polyethylene circumferentially wound” consists of a working steel pipe, a sprayed polyurethane insulation layer, and a basic polyethylene outer protective layer.
The thickness of the insulation layer and the outer protective layer can be adjusted arbitrarily within a certain range during production according to requirements. Quantitative production can be carried out according to the parameters of central heating and cooling media and the insulation thickness required for actual heat loss, meeting the requirements of different projects.
Product Features:
(1) The polyurethane insulation layer is formed by spraying. The raw material is sprayed onto the steel pipe surface in liquid state. Due to the high reactivity of the sprayed polyurethane raw material, its bonding strength is superior to other processes.
(2) For the sprayed polyurethane insulation layer, the foam density and quality are consistent between the core and the exterior, and the density of the whole insulation pipe is relatively uniform, which effectively avoids inconsistent heat loss.
(3) No foaming mold or frequent replacement of extrusion dies is needed, which saves equipment investment, reduces labor intensity and improves production efficiency.
(4) Quality is easy to monitor, overcoming the defect that the foam quality in traditional processes cannot be monitored.
(5) The polyethylene outer protective layer is formed by circumferential winding. Affected by process stretching, its circumferential elongation and tensile strength are significantly improved.
9. Joint Insulation of Polyethylene Outer Protective Pipe
Polyethylene joint sleeve + heat shrink tape joint method
Liquefied gas flame is used to heat the shrink tape. The heat shrink tape lap-seals the polyethylene outer protective pipe and the joint sleeve to achieve a flexible connection. This not only ensures the tightness and water resistance of the joint, but also absorbs the axial displacement of the pipeline.
Electro-fusion joint method
During electro-fusion welding, the heating wire pre-embedded in the polyethylene sleeve is heated. With heating and a certain pressure applied, the joint sleeve and the polyethylene outer protective pipe are fused into one body, ensuring the welding quality and tightness of the joint and transmitting high axial force.
Joint insulation
After the installation of the polyethylene outer protective pipe, mechanical foaming is carried out by a high-pressure foaming machine with a high-precision automatic ratio and temperature control system. Professional PE plugs are used for hot-melt sealing to ensure the foaming quality.
")

